

��ѹ��Ĥ�������ṹԭ����Ӱ�����Ч��ԭ����� 
��ѹ��Ĥ��������ˮ����Ч�����ȶ�������ʱ�����ϸ�ȃ���,���Գ�����ͷ������������Ĥ����ˮ��㡢���ϲ㡢�ٷ����b�õȸ��죬�Ӷ���Ч�ؽ����ֽ���ă��⡣
�ؼ��ʣ�ҺĤʽ��Ĥ������;������;����
��Ĥ��������ΪDCM-150��ѹ��Ĥʽ������ѹ��0.02MPa,�����¶�104ˮ���ݻ�50m������̨��Ĥ���������к�ˮ����Ч��һֱ���ȶ�������ʱ�����ϸ����ϸ�����60%~85%֮�䣩,�Թ�¯�İ�ȫ�ȶ�����������������ķ�������Ĥ����������Ч�����ȶ�����Ҫԭ������˽�������������ڲ�����������ͷ�Ļ�����,���������ȷ���װ�á��ٷ���װ�á���ˮ��㡢���ϲ㡢�źŹܵȽ��и���Ĵ�ʩ��
����ѹ��Ĥʽ�������Ľṹ��ԭ����
��Ĥ�������ǵ�����¯��ˮ��������Ҫ�豸����ѹ��Ĥ�������ṹ�ɳ���ͷ��ˮ����ɽг�����ͷ����Ĥ�������Ĺؼ�����,����ǡ���Ĥ����ˮɏ�ӡ�Һ��������ɡ���Ĥ�������ϲ���Ĥ�ܼ��²���ˮԤ������ɣ��ϲ�Ϊˮ�ң��²�Ϊ���ҡ�ˮ�ҵ�ˮ��������Ĥ������ܱ�,ˮ�����عܱڸ��������������������عܱ������������������㻻�ȣ��˻��ȶ�Ϊ����ˮĤʽ��Ĥ��������һ����Ԥ�ȶΣ����Ƚ�����80%�ڴ˶ν��м�����ˮ���ܱ�Ԥ�Ⱥ�������Ĥ�ܳ��ڵ��������ʹ����ˮ����Ĥȹ�����������μ���������ϣ��˶�Ϊ�������ȶΡ��ڴ˶�ˮ�ѽӽ���ﵽ����״̬���ܽ���ˮ�е���������������Ӵ��ڷ���״̬��ˮ����������˶κ�����ͨ���ѽӽ�10jig/L���ҡ���Ĥ���²������ˮ���㣬��ˮ���˲�����ٷ��䣬����һ����������Һ�����㣬��ˮ�ڴ˶ν�����ȳ���������ˮ��ʱ���������ﵽ7�ʡ�
��Ӱ�����Ч����ԭ�������
������Ĥ��������ƽṹͼֽ���о�����.������豸���Գ�����ͷ���н�����,���������Ĥ����������Ч�����ȶ���ԭ�����£�
1������ˮ����������Ӵ��ı���������Ӵ�����֡���Ĥʽ��Ĥ��������ˮ����Ĥ����Ĥ���عܿ�����������ӳ���ͷ�²������ļ���������֮�����γ��Ƚ�����,˲��ͣ�����Ĥ��ˮ��ʵΪ������������R�����������м���,��ˮ�䵽�²�ˮ�䣬����Ƚ������̡�����Ĥʽ��Ĥ�������Ļ�����Ҫ����Ĥ���¶ˌ��500mm��,�˶γ���ˮʵΪ����״̬�����ڼ�����������װ�ýṹ��ƵIJ�����������������ܺܺõؾ������ς���ɢ�����¼��������ں�����״̬��ˮ�Ӵ�ʱ����������Ӵ��������Ⱥͳ�֣�����Ч�����á����߶��μ���װ����Ϊ��ư�װ������,��ṹΪ��������ṹ�����������ܿ��ڲ����ȣ��Ұ�װλ��ƫ�ͣ����²��������������䣬���ˮ���ڵ�ѹ�����ȶ�������ѹƫ����
2�� ����ˮ����ˮ��������ϲ�������������γɽϺõ���������,ʹ����ˮ����������,��ȳ���Ч�����á���Ĥ���²��������ˮ��������ϲ㣬��ˮ������������ٷ��䣬����һ����������Ч����˿������Q�����ϲ���Ϊ����ˮ��ȳ�����,�������м��ߵĴ���Ч�ʣ�������ʹ�������������²����ε��ŵ㣬��ˮ�ڴ˶ν�����ȳ������������ٷ��ڼ���װ����ư�װ������,��Ĥ������Ͷ�������м�����ˮλѹƫ�������⣬��Ͷ���ٷ��������ϲ�����һ��������������������Ĥ��������ʵ������ʱ,Ϊ��֤����Ĥ�������������еİ�ȫ�ȶ�������Ͷ���ٷ��ڡ��ٷ�����Ͷ�룬ʹ��ˮ��������ϲ���������ȳ����Ĺ�Ч,���¸�ˮ����Ч�����ȶ���
3�� ����ͷ�ڴӸ�ˮ�з�������������Ž�����ͨ�����źŹܷ��ſ������飬���ֲ����������Ų�������Ҫԭ��������������ֱ��̫С���������������������ŵ���Ҫ����ɳ���ͷ��ѹ�������������²����Ѿ������������ٴ������ˮ����ɸ�ˮ���������ס�
3��߳���Ч���ļ�����ʩ�����������У��ҳ�����Ĥ��������ˮ�������ϸ����Ҫԭ��,��Դ��ڵ�����Գ���ͷ���м������졣1������Ĥ������������������װ�ý��и��졣��ƺͰ�װ���棬������ת�������١�����ֱ����Ϊ300mm,�����������䲻����;�䰲װλ�ý�����Ĥ���·�200mm��,������Ĥ��λ��̫����ԶС����Ĥʽ��Ĥ�������Ļ�����Ҫ����Ĥ���¶˳���500mm���ľ��룬��ʹ���ȳ���Ч�����á������ķ���װ�ã�ֱ��Ϊ0500mm,���ܱߵ�Բ���ω��Ӻܶ����50mmx400mm�ķ����ס�
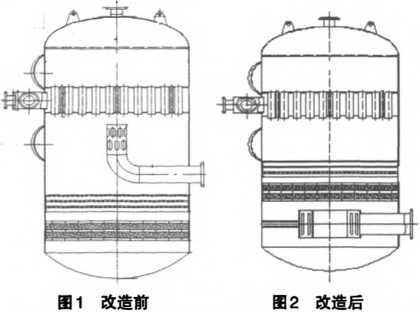
�ı���ˮ��������ϲ�İ�װλ�ã�������ˮ��������ϲ�֮��İ�װ����,ԭ��ˮ��������ϲ������Ĥ��Ϊ1310mm,���찲װ����Ϊ800mm,�����ڼ��������ͳ���ˮ�����������ͳ���������ˮ��������ϲ�֮��İ�װ����,��ԭ����150mm��Ϊ���ڵ�100mm,���ӳ����ij����ԣ��������ˮ�ij�����Ҫ���Գ���ͷ�����ڽ��и��졣ԭ��ͷ������������ֱ��Ϊ050mm�������ڣ������Ϊ����ֱ��Ϊ080mm�������ڣ������źŹܼ�����ȫ������Ϊֱ��080mm������ǰ���ϵͳ����ͼ1��ͼ2��
��6#~9#��Ĥ�������ij���ͷ���м����������̨��Ĥ���������Ⱥͳ���Ч�������������ȶ�,���������ϸ�����6#��Ĥ��������60.41%.7#��Ĥ��������83.33%,8#��Ĥ��������77%��9#��Ĥ��������72%,�����Ŀǰ�������ϸ��ʾ��ﵽ100%��ͨ�����죬��֤��������˳�����У�����Ч�����ԡ�
 32070602010017
32070602010017